



Наложение ультразвуковых колебаний: модернизация обработки без замены станков
Механическая обработка вязких, жаропрочных и склонных к налипанию материалов — нержавеющих сталей, титановых и алюминиевых сплавов, меди — традиционно сопряжена с высокими усилиями резания, интенсивным износом инструмента и формированием наростов на режущей кромке. Наложение ультразвуковых колебаний на инструмент предлагает решение, не требующее замены станочного парка.
Принцип действия
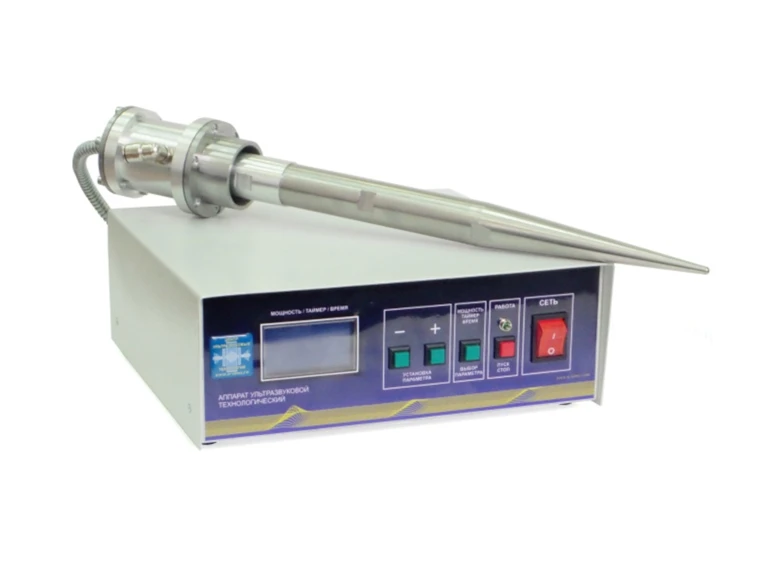
Ультразвуковая оснастка, устанавливаемая в стандартный шпиндель станка, сообщает инструменту дополнительные колебания с частотой 20–40 кГц и амплитудой 10–30 мкм. Эти колебания накладываются на движение подачи и периодически разрывают контакт инструмента с материалом. Прерывистый контакт кардинально меняет условия резания:
- Снижается трение: инструмент контактирует с материалом менее 50% времени цикла.
- Исключается адгезия: стружка не успевает привариться к режущей кромке.
- Облегчается сход стружки: вибрация разрушает сливную стружку на короткие сегменты.
Преимущества наложения ультразвуковых колебаний
- Снижение усилий резания на 30–70%: меньше энергозатраты и износ оборудования.
- Улучшение чистоты поверхности: шероховатость снижается на 1–2 класса.
- Отсутствие наростообразования: режущая кромка остаётся чистой даже при обработке алюминия и меди.
- Интеграция в существующие станки: оснастка монтируется в стандартный шпиндель за 1–2 часа.
- Увеличение стойкости инструмента в 1,5–3 раза: меньше трение — меньше износ.
- Обработка тонкостенных заготовок: низкое усилие исключает деформацию и дробление.
Области применения
- Точение: чистовая обработка валов, втулок и тонкостенных деталей.
- Фрезерование: обработка пазов и контуров в титановых и композитных заготовках.
- Сверление: глубокие и малые отверстия в жаропрочных сплавах без увода.
- Нарезание резьбы: чистая резьба в вязких материалах без срывов.
- Выглаживание: поверхностное упрочнение с одновременным снижением шероховатости.
- Волочение: снижение усилия протяжки и обрывности проволоки.
Промышленное внедрение
Технология не требует замены станочного парка. Ультразвуковая оснастка устанавливается в токарные, фрезерные и сверлильные станки любых производителей. Параметры процесса, отработанные на лабораторной установке серии «Волна», напрямую переносятся на пилотные аппараты серии «Волна-М» и «Волна-П» и промышленные системы серии «Булава-П». Срок окупаемости модернизации — от 3 до 12 месяцев за счёт снижения расхода инструмента и исключения финишных операций.